
MENGGUNAKAN TREADED, FASTENER, SEALANT DAN ADHESIVE

Kompetensi Dasar : Menggunakan Thread Fastener, Sealant dan Adhesive.
Indikator :
1)
Mengindentifikasi Thread dan fastener sesuai standar.
2)
Menggunakan berbagai jenisthread fastenen, sesuai standar produk dan
penggunaannya.
3)
Melakukan prosedur torque, turn dan tightening sesuai spesifikasi.
4)
Memilih fastener dan locking application sesuai standar produk dan service
manual.
5)
Menggunakan sealant dan adhesive pada proses pemliharaan sesuai standar
produk.
Mur dan Baut
Baut dan mur digunakan untuk mengencangkan part-part di berbagai macam
area kendaraan. Terdapat berbagai macam tipe baut dan mur tergantung pada
penggunaannya. Adalah penting untuk mengetahuinya agar dapat melakukan
perawatan dengan benar.


1.
Jenis – jenis Mur dan Baut

Gambar 2. Tipe Mur dan Baut
2. Nama Baut
Baut memiliki nama-nama yang berbeda untuk mengidentifikasikan ukuran dan
kekuatannya. Baut-baut yang digunakan pada kendaraan dipilih menurut
kekuatan dan ukurannya yang dibutuhkan oleh masing-masing area tersebut.
Oleh karena itu, mengetahui nama-nama baut adalah salah satu dasar
pelaksanaan perawatan.

Gambar 2. Nama Baut
Contoh:M 8 x 1.25-4T
M = Tipe alur
“M” kependekan dari alur metrik tipe-tipe lain alur adalah “S” untuk alur
kecil, dan “UNC” untuk alur kasar yang disatukan.
8 = diameter luar baut
1.25 = tinggi alur (mm)
4T = kekuatan
Nomor menunjukkan 1/10 dari daya rentang minimum dalam unit of kgf/mm2,
dan huruf adalah kependekan dari “daya rentang”. Kekuatan distempelkan
pada baut kepala.
3. Spesifikasi Pengerasan Baut


Gambar 4. Tabel Spesifikasi Pengerasan Baut
4. Metode Pengencangan Baut

Gambar 5. Metode Pengencangan Baut
Baut-baut dikencangkan dengan kunci momen ke momen spesifikasi yang
tertera pada buku pedoman reparasi.
Adapun metode pengencangan yang dapat dilakukan diantaranya:
1. Gunakan kunci momen, kencangkan sebuah baut atau mur ke 15 Nm (150 kgf
cm)
2. Gunakan kunci boxe end (offset), kencangkan
kembali dengan cara yang serupa.
5.
Tipe-Tipe Baut
a.
Baut Kepala Heksagonal

Gambar 6. Baut Kepala Heksagonal
Baut kepala heksagonal adalah tipe baut paling umum.beberapa diantaranya memiliki flange dan
washer dibawah kepala baut.
a.
Tipe Flange

Gambar 6.a. Baut Kepala Heksagonal Tipe Flange
Bagian kepala baut yang mengalami kontak dengan part memiliki permukaan
yang lebar untuk meredam tekanan kontak yang digunakan kembali oleh kepala
baut pada part. Ole

b.
Tipe Washer

Gambar 6.b. Baut Kepala Heksagonal Tipe Washer
Keefektifannya serupa dengan tipe flange. Ia juga efektif saat digunakan
untuk mengencangkan part yang memiliki lubang dengan diameter yanglebih
lebar daripada kepala baut. Tipe ini menggunakan washer pegas diantara
kepala baut dan washer untuk meminimalkan pengendoran baut.
b.
Baut U

Gambar 7. Baut U
Baut-baut ini digunakan untuk menyambungkan pegas-pegas daun pada axle.
Mereka disebut “Baut-U” karena bentuknya menyerupai huruf “U”.
c.
Baut Tanam

Gambar 8. Baut Tanam
Baut-baut ini digunakan untuk mencari part pada part lain atau untuk
memudahkan perakitannya.
·
Metode untuk Melepas dan Mengganti Baut Tanam

Gambar 9. Metode Melepas dan Mengganti Baut Tanam
Untuk mengencangkan baut tanam, pasang dua mur pada baut tanam dan
kencangkan bersama-sama. Lalu putar untuk mengencangkan atau mengendorkan
baut tanam. Teknik ini disebut sebagai “mur ganda”.
Dengan teknik ini, pengencangan dan penguncian ke dua mur terhadap satu dan
yang lainnya memungkinkan mur untuk melaksanakan fungsi kepala baut dari
baut biasa. Adapun metodenya adalah sebagai berikut:
Untuk memasang baut tanam, putar bagian atas mur ke arah
pengencangan.
Untuk melepas baut tanam, putar bagian dasar mur ke arah
pengendoran
d. Baut Plastic Region

Gambar 10. Baut Plastic Region
Baut-baut plastic region, yang menawarkan stabilitas dan tegangan axial
yang tinggi, digunakan sebagai baut kepala silinder dan baut-baut tutup
bantalan pada beberapa mesin.Kepala baut memiliki dan luar dodecagon (dalam
dan luar).
§
Ketentuan Penggunaan kembali Baut Plastic Region
Baut plastic region mengubah dirinya sendiri menggunakan tenaga poros.
Terdapat dua metode untuk menentukan penggunaan kembali baut plastic region,
yaitu:
1.
Ukur Penyempitan Baut
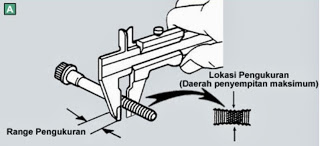
Gambar 11.a. Pengukuran Penyempitan Baut Plastic Region
2.
Ukur Perpanjangan Baut

Gambar 11.b. Pengukuran Perpanjangan Baut Plastic Region
·
Metode untuk Mengencangkan Baut-Baut Plastic Region


Gambar 12. Metode Pengencangan Baut Plastik Region
Metode untuk mengencangkan baut plastic region berbeda dari dari
pengencangan baut biasa. Cara mengencangkan baut plastic region adalah
sebagai berikut:
1.
Kencangkan baut plastic region dengan menggunakan momen yang telah
ditentukan.
2.
Letakkan tanda cat pada bagian atas baut.
3.
Kencangkan mengikuti petunjuk di buku pedoman reparasi.
4.
Untuk mengencangkan baut plastic region adalah perlu untuk mengikuti
petunjuk pada buku pedoman reparasi karena terdapat dua tipe metode
pengencangan untuk baut-baut plastic region.
5.
Metode dimana baut pertama-tama dikencangkan ke momen spesifikasi, dan
hanya tambahkan 90 derajat.
6.
Metode dimana baut pertama-tama dikencangkan ke momen spesifikasi, dan
kemudian tambahkan dua pergerakan sebesar masing-masing 90 derajat, dengan
total pengencangan sebesar 180 derajat.
7.
Cara pengencangan berdasarkan metode pengencangan baut plastic region,
yaitu kencangkan baut melampaui bagian elastis, dimana menaikkan bagian pada
tegangan axial dan sudut putaran baut.Lalu, klemkan pada plastic region,
dimana hanya sudut putaran baut saja yang berubah dan teganga axial baut
tetap tidak berubah. Metode pengencangan ini menurunkan ketidakmerataan
tegangan axial pada sudut putaran baut, dan meningkatkan tegangan axial yang
stabil.
6.
Tipe-Tipe Mur
a.
Mur Heksagonal


Gambar 13.a. Mur Heksagonal
Mur tipe ini adalah yang paling umum digunakan. Beberapa diantaranya
memiliki flange dibawah mur.
b.
Mur Bertutup

Gambar 13.b. Mur Bertutup
Mur-mur ini digunakan sebagai mur-mur hub roda alumunium dan memiliki tutup
ynag menutup alur-alurnya. Mur-mur ini digunakan untuk mencegah agar
ujung-ujung baut tidak berkarat atau untuk tujuan estetika.
c.
Castle Nut (Mur Bergalur)

Gambar 13.c. Mur Bergalur
Mur-mur ini memiliki galur silinder bergalur. Untuk mencegah agar mur tidak
berputar dan menjadi kendor, sebuah cotter pin dimasukkan ke dalam galur.
Mur-mur ini digunakan pada berbagai macam persambungan, seperti pada sistem
kemudi.
Sealant

Ada dua tipe dari sealant yang digunakan pada mobil, satu adalah seal
static seperti gasket dan lainnya adalah seal dinamic seperti oli seal.
Perhatikan gambar yang dibentuk dalam penempatan gasket atau formed-in
place gasket (FIPG) dengan seal static.
SEAL STATIC
Seal static menghubungkan komponen secara statis (diam) biasanya digunakan
pada komponen statis. Yang fungsinya selain menghubungkan, juga untuk
mencegah kebocoran pelumas, cairan pendingin dan gas hasil pembakaran. Salah
satu contoh penggunaan seal static adalah Gasket Kepala Selinder.
GASKET KEPALA SILINDER
Gasket kepala silinder (cylinder head gasket) letaknya antara blok silinder
dan kepala silinder, fungsinya untuk mencegah kebocoran gas pembakaran, air
pendingin dan oli. Gasket kepala silinder harus tahan panas dan tekanan
dalam setiap perubahan temperatur. Umumnya gasket dibuat dari carbonclad
sheet steel (gabungan carbon dengan lempengan baja) karbon itu sendiri
melekat dengan graphite, dan kedua-duanya berfungsi untuk mencegah kebocoran
yang ditimbulkan antara blok silinder dan kepala silinder, serta untuk
menambah kemampuan melekat pada gasket.

FORMED IN PLACE GASKET (FIPG)

Lapisan FIPG menghubungkan antara komponen-komponen dan menyebabkan melekat
bersama dengan kuat. FIPG juga tahan air, tahan kotoran, tahan kebocoran dan
tahan karat. FIPG penggunaannya luas pada mesin dan transmisi.

FIPG adalah perekat setengah padat yang dimasukan dalam tube. Umumnya
dibuat dari silicone. Atau acrylate dan mengeras pada temperatur ruang.
Berikut ini kelebihan gasket FIPG dari pada gasket yang terbuat dari kertas
atau karet.
·
Melekat pada semua permukaan yang dibentuk dengan rata
·
Diperlukan sedikit tenaga saat pembentukan gasket, dan buat yang digunakan
jangan sampai longgar setelah menempel
·
Mudah dalam penyimpanan
(1)
Syarat-Syarat FIPG
Agar dapat diandalkan merapatkan antara komponen dengan komponen, maka FIPG
harus mempunyai sifat antara lain seperti berikut
·
Elastisitasnya baik
·
Melekatnya kuat
·
Kekentalannya tidak berubah walaupun ada perubahan temperatur
·
Sedikit perubahan kualitas atau komposisi dengan waktu yang lama untuk
beberapa tahun
·
Harus mudah dibersihkan dari komponen-komponen yang dilepas
(2)
Tipe FIPG
Saat ini ada beberapa tipe FIPG, spesifikasinya terdapat dalam petunjuk
service tertulis dibawah

Gambar di bawah memperlihatkan lokasi dan tipe komponen dimana FIPG
digunakan. Untuk penanganan yang tepat, ikutilah selalu petunjuk pada buku
pedoman reparasi dan gunakanlah FIPG dalam penempatan yang benar.

(3)
Penanganan dan Pencegahan FIPG
Ikuti catatan berikut ini bila menggunakan FIPG
a.
Sebelum melapisi dengan FIPG, bersihkan FIPG yang lama dengan bensin dan
bersihkan area yang akan diberikan seal dengan bensin putih atau material
yang sejenis
b.
Gunakan FIPG yang sesuai. Penggunaan FIPG yang berbeda akan memberikan
perapat yang rendah dan menyebabkan kebocoran oli
c.
Setelah menyambung komponen-komponen dengan FIPG, jangan segera menambah
oli atau mengoperasikannya. Tabel berikut akan memperlihatkan, waktu yang
diperlukan untuk FIPG saat pengerasannya setelah komponen-komponen
dihubungkan.

d.
Sebelum menyimpan FIPG, tutuplah rapat-rapat tubenya
Adhesive

1.
Pengertian Perekat (Adhesive)
Definisi perekat menurut beberapa ahli :
a.
Shield (1970) mendefinisikan perekat sebagai suatu bahan yang dapat
menyatukan bahan-bahan lainnya melalui ikatan permukaan.
b.
Kennedy et all (1984) mendefinisikan perekat sebagai unsur yang mampu
menyatukan bahan secara bersama melalui ikatan secara kimia atau secara
mekanik.
c.
Salomon & Schonlau (1951) mendefinisikan perekat sebagai
bahan yg mampu menyambungkan atau menyatukan kedua permukaan benda yg
terpisah sehingga mempunyai kekuatan yg memadai saat dikenai beban
tertentu.
d.
Wake (1976) & Ruhendi (1986) mendefinisikan perekat sebagai bahan
yang mampu menyatukan benda sejenis atau tidak sejenis melalui ikatan atau
sentuhan permukaan & menjadikan benda tsb memiliki sifat tahan terhadap
usaha pemisahan.
2.
Istilah yang ada dalam Adhesive
·
Adheren (substrat) adalah bahan yang akan direkatkan.
·
Bonding adalah proses perekatan
·
Adhesi adalah gaya tarik menarik antara molekul yang tidak sejenis.
·
Kohesi adalah gaya tarik menarik antara molekul yang sejenis.
·
Tackifier adalah bahan untuk menambah daya rekat adhesive.
·
Open tack time adalah daya rekat awal yang terbentuk ketika perekat mulai
ditempelkan.
3.
Kegunaan dan kerugian Perekat (Adhesive)
Secara umum Perekat digunakan untuk mengikat aneka komponen struktur
tertentu secara efektif dan mudah, terlebih bila pemakaian teknik
penyambungan (solder, paku, sekrup) mengakibatkan distorsi, korosi serta
kerusakan lainnya Keuntungan dan Kerugian Menggunakan Perekat Dari Metode
Penyambungan Lainnya
Keuntungannya antara lain :
a.
Memudahkan penyambungan bentuk yang rumit.
b.
Dapat menyambung beberapa komponen sekaligus.
c.
Menyambungkan bahan dengan ketebalan berbeda.
d.
Meminimumkan penambahan bobot bahan-bahan yang disatukan.
e.
Menyeragamkan distribusi tekanan pada bahan-bahan yang direkatkan.
f.
Perekat juga memungkinkan terjadinya produk akhir yang memuaskan, hasil
perekatan rapi.
g.
Kekuatan perekat sering amat tinggi, biayanya ekonomis dibandingkan cara
lainnya.
Kerugiannya antara lain
a.
Proses perekatannya terkadang rumit agar hasilnya baik. Karena perlu
persiapan permukaan yg akan direkatkan, dsb.
b.
Kuat ikatan optimalnya tidak seketika tercapai sebagaimana pada teknik
las.
c.
Perekat kebanyakan berdaya hantar listrik dan termal kurang baik. Kecuali
bila diisi oleh filler tertentu.
d.
Perekat tidak 100% tahan panas, dingin, kerusakan organisme, bahan kimia,
radiasi dan kondisi pemakaian ekstrim
4.
Penggunaan Perekat/Adhesive Untuk Industri Otomotive
Secara garis besar, terdapat dua macam adhesif yang digunakan pada industri
kendaraan bermotor, yaitu :
a.
The General-Purpose Trim Adhesives. Merupakan bahan adhesif sintetis ataupun larutan karet adhesif, pada
umumnya digunakan untuk menyatukan bahan-bahan yang terbuat dari karet,
kulit, PVC, vinyl, menyatukan busa dengan logam, kayu, hardboard, dan
bahanbahan kelengkapan interior lainnya. Salah satu bahan general-purposes
trim adhesives yang paling populer adalah solvent-based neoprene adhesive
yang menghasilkan ikatan yang kuat pada bermacam-macam bahan seperti PVC,
ABS, kayu, logam, busa, plastik berlapis, kain, karet, dan hardboard.
Kelebihan lain dimiliki oleh solvent-based neoprene adhesive adalah waktu
dihasilkannya ikatan setelah diaplikasikan berkisar antara lima sampai
dengan dua puluh menit (5 – 20 menit), dengan demikian bahan adhesif jenis
ini dapat digunakan dengan metode yang bervariasi. Bahan adhesif
lainnya yang juga populer digunakan adalah solventbased natural rubber
solution yang digunakan untuk menyatukan PVC dengan hardboard ataupun
millboard, pada pemasangan interior, misalnya pada door trim.
b.
The Metal-To-Metal Adhesives, merupakan bahan adhesif yang digunakan untuk menyatukan komponen yang
terbuat dari bahan logam. Pada pembuatan bodi kendara-an bermotor secara
masal, penggunaan spot welding akan meninggalkan bekas pada permukaan pelat
sehingga diperlukan pengerjaan lanjut sebelum pelaksanaan proses pengecatan.
Hal ini merupakan pemborosan, sehingga diperlukan adanya penggunaan metode
lain yang lebih efisien. Disamping itu, kebutuhan penggunaan interweld
sealer untuk mencegah masuknya air dan pencegahan korosi di sisi dalam
komponen bodi (inter-weld) yang tidak terlapisi cat pada industri pembuatan
bodi kendaraan bermotor mendo-rong dikembangkannya bahan metal-tometal
adhesives.
Bahan adhesif jenis ini dapat dibagi menjadi empat kelompok, yaitu
:
1)
Thermoplastic adhesives, yaitu polyvinyl acetate (PVA), polyvinyl chloride (PVC), polyvinyl
butyral, dan polyvinyl formal. PVA biasa digunakan sebagai emulsi pada air
atau sebagai zat pelarut.
2)
Thermosetting adhesives, yaitu epoxy adhesives yang dikerjakan panas (satu komponen), ataupun
jenis yang dikerjakan dingin (dua komponen). Epoxy adhesives dapat digunakan
secara luas pada berbagai macam bahan dan menghasilkan ikatan dengan
kekuatan tarik yang kuat. Kekurangannya adalah berkaitan dengan biaya
operasional yang tinggi dan diperlukan permukaan benda kerja yang bersih
sebelum adhesif jenis ini diaplikasikan.
3)
Elastomeric adhesives.
Merupakan jenis adhesif yang berbasis karet sistetis, seperti
polychloroprene atau nitrile rubber, kaduanya merupakan solvent-based
adhesives yang dikerjakan dengan cara dioleskan atau disemprotkan ke
permukaan benda kerja yang akan disatukan. Segera setelah zat pelarut
menguap, kedua permukaan benda kerja disatukan dan dipress untuk memperoleh
ikatan secara instan.
4)
PVC Plastisol adhesives. Merupakan bahan adhesif metal-tometal yang paling populer digunakan saat
ini. PVC terdiri atas copolymer dalam bentuk serbuk dengan tambahan penguat,
stabiliser dan pigment. Plastisol dikerja-kan secara panas agar berubah
bentuk menjadi gel yang memiliki kekuatan ikatan fisik yang sangat baik.
Kelebihan penggunaan adhesif jenis ini adalah sebagai berikut:
(1)
dihasilkan sambungan yang memiliki kekuatan tarik yang tinggi dan tidak
mudah mengelupas,
(2)
tidak diperlukan pembersihan permukaan benda kerja sebelum mengaplikasikan
adhesif,
(3)
adhesif memiliki daya kelenturan yang baik meskipun pada temperatur rendah,
dan tahan terhadap getaran,
(4)
tidak bereaksi dengan minyak, air, garam, dan zat kimia ringan lainnya,
(5)
temperatur dan waktu pemanasan yang berlebihan tidak terlalu mempengaruhi
kualitas adhesif, dan
(6)
pengerjaan penyambungan benda kerja tidak memerlukan alat press, jig
ataupun klem.
SEMOGA BERMANFAAT...........:)